在工业、市政和建筑领域,钢格板常用于室外或潮湿环境,防腐性能直接关系到使用寿命和安全。热镀锌是目前最常见且有效的防腐处理方式之一。很多人知道热镀锌能防锈,但具体如何实现,过程是否规范,却少有人了解。实际上,热镀锌并非简单地把钢格板放进锌池,而是一套严谨的多步骤工艺流程。掌握这些环节,有助于判断产品质量,避免因工艺缩水影响使用效果。

一、钢格板前处理:清除表面杂质是关键第一步
热
镀锌前,必须彻底清除
钢格板表面的油污、氧化皮和焊接残留物,否则会影响锌层附着力。
脱脂:将
钢格板浸入碱性溶液中,去除切割和焊接过程中沾染的油脂。
水洗:用清水冲洗,去除脱脂液残留。
酸洗:放入稀盐酸或硫酸溶液中,溶解表面氧化铁皮,使金属基体裸露。
二次水洗:再次冲洗,确保酸液完全清除。
助镀:进入助镀剂(通常为氯化铵与氯化锌混合液)中浸泡,形成保护膜,防止二次氧化,并促进锌层均匀附着。
每一步都需控制时间与浓度,确保清洁到位。
二、钢格板烘干:防止入锌池时产生喷溅
前处理后的
钢格板含有水分,若直接进入高温锌池,会引发剧烈反应,导致锌液喷溅或漏镀。
将
钢格板放入烘干炉,加热至80℃至120℃,彻底去除表面和焊缝中的水分。
烘干后应尽快进入
镀锌工序,避免长时间暴露在潮湿空气中。
干燥的工件是安全
镀锌的前提。
三、钢格板热浸镀锌:锌层形成的决定性环节
这是整个工艺的核心步骤。

将烘干后的
钢格板缓慢浸入温度约为445℃至465℃的熔融锌池中。
浸泡时间一般为3至5分钟,确保锌液充分反应,形成合金层。
锌层结构由内而外分为:铁锌合金层和纯锌层,两者共同提供防腐保护。
起料时控制速度,避免锌液流动不均或积锌。
整个过程需保持锌池清洁,定期打捞锌渣,确保锌层质量。
四、钢格板冷却:稳定锌层结构
镀锌完成后,
钢格板温度较高,需进行冷却。
通常采用自然空冷或风冷方式,避免急冷导致变形或锌层开裂。
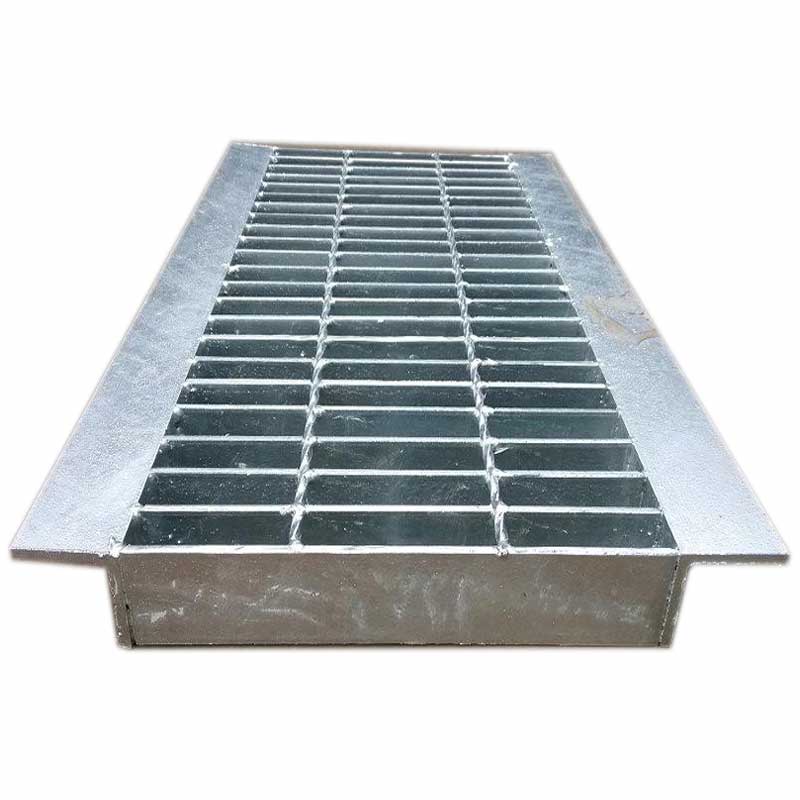
冷却过程中,锌层逐渐固化,表面形成特有的哑光灰色。
冷却后的产品更稳定,便于后续搬运和包装。
五、钢格板检验与修整:确保出厂质量
每一批
镀锌钢格板都需要经过质量检查。
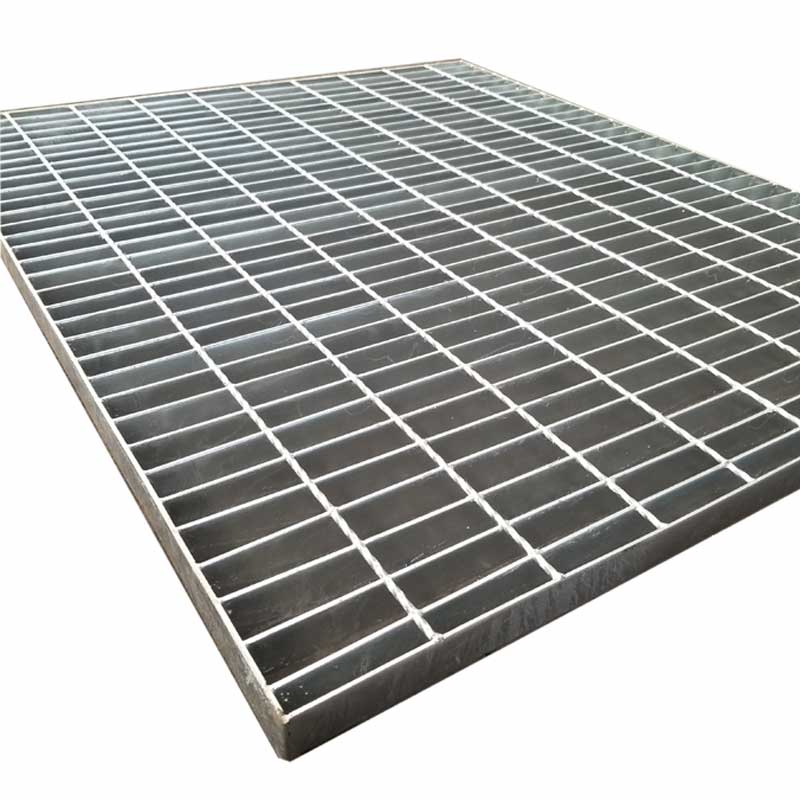
外观检查:观察锌层是否连续、均匀,有无漏镀、流挂、结瘤等缺陷。
厚度检测:使用磁性测厚仪测量锌层厚度,一般要求平均不低于65微米。
附着力测试:通过锤击或弯曲试验,检查锌层是否脱落。
局部修整:对切割边缘或小面积漏镀处,补涂冷
镀锌涂料,增强防护。
合格产品方可出厂。
六、钢格板为什么必须焊接后整体镀锌?
有些厂家为节省成本,采用“先
镀锌后焊接”的方式,但这会带来严重问题。
焊接高温会破坏原有锌层,焊缝周围形成无保护区域;
这些部位极易先于其他位置开始锈蚀;
正确做法是:先完成焊接成型,再整体浸镀,确保焊缝、切口等所有部位都被锌层覆盖。
这一点是判断
镀锌质量的重要标准。
虽然热
镀锌增加了初期成本,但其带来的长期效益显著。
在一般大气环境下,可提供10年以上免维护防腐保护;
减少后期防腐维修频率和停机损失;
提高
钢格板整体使用寿命,降低全周期成本。
它不是附加工序,而是保障耐久性的必要投入。