钢格板作为工业基础设施的关键材料,其焊接工艺直接关系到商品的强度、耐久性和安全性。根据中国焊接协会2025年的数据,正确选择焊接工艺可以延长钢格板的使用寿命40%,故障率降低65%,焊接成本提高30%。当普通钢材经过精确的焊接工艺,从单独的扁钢和横杆转变为整体结构时,焊接和压焊两种主流工艺表现出完全不同的技术路径和功能特点。在现代生产基地,自动压焊设备每分钟高效运行30个焊点;在定制场景中,精密点焊工艺保证每个节点达到设计强度。从上海洋山港到北京大兴机场,从广州地铁到成都天府新区,不同焊接工艺的钢格板各自发挥着不可替代的作用。了解焊接与压焊的本质区别,不仅是提高技术理解,更是保证工程质量和经济效益,为设计师和采购决策提供科学依据。
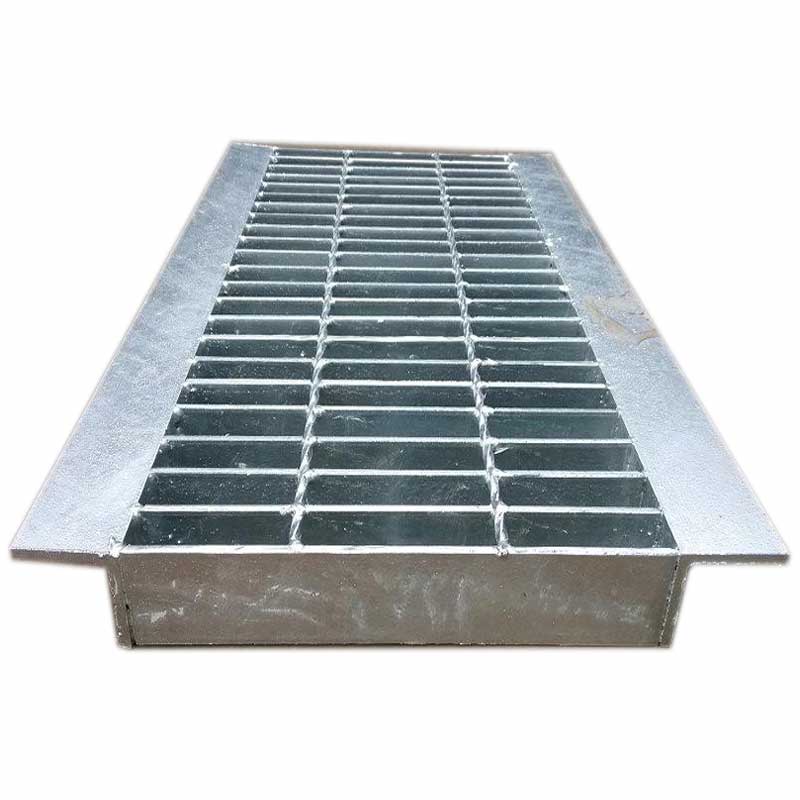
首先,钢格板点焊工艺根据部分熔化产生精确的节点。
《钢结构焊接规范》GB 5061-2025要求:焊点直径应为厚度的1.5-2.5倍,焊点间隔≤100mm,保证连接强度和全面性
工艺原理:采用柱形电级充压焊接,使工件接触面紧密贴合,通电时产生电阻热(1500-2000℃),熔化接触处金属,冷却后产生直径3-6mm的焊点
2024年定制项目数据:点焊工艺完成的
异形钢格板,每个焊点经拉力试验达到1800n,适用于小批量、高精度要求,但生产效率比压焊低60%
应用特点:适用于薄板构件(3-6mm)、
异形结构,小批量定制,焊点变形小(≤0.5mm),但需要专用点焊设备,操作人员技能要求高
正确的方法是根据厚度确定电流参数(3000-8000a)和压力(1000-3000n),操作通电时间(0.1-0.4秒),焊前深度清洁接触面,确保无油渍杂质。
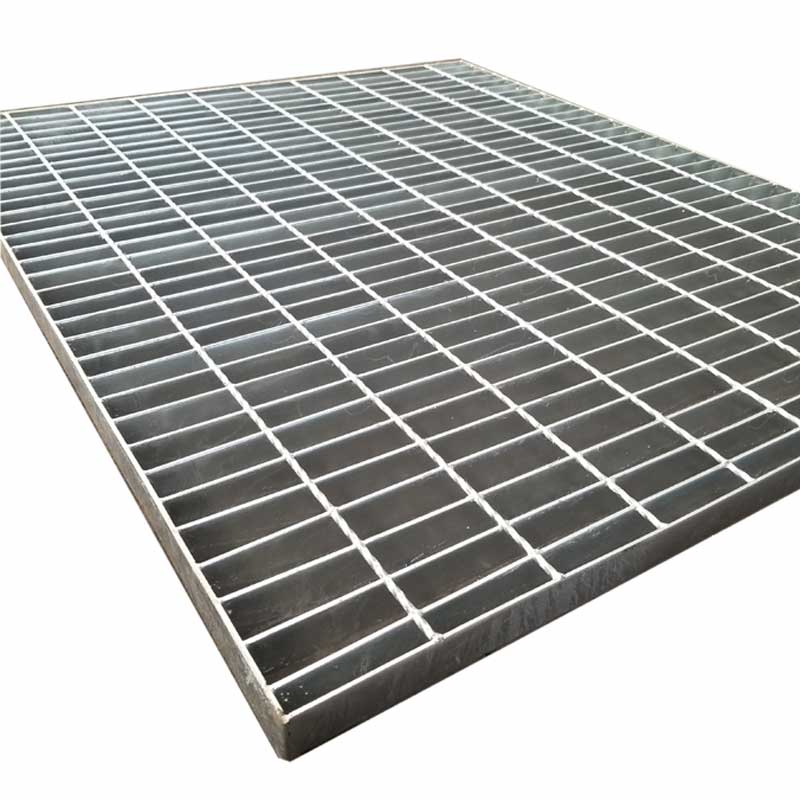
第二,钢格板压焊工艺根据整体压力和热量完成综合整合。
工艺标准:压焊电流12000-18000A,压力2500-3500吨,通电时间0.15-0.35秒,焊点普及率≥95%无空焊漏焊
技术体系:机械手自动将横杆精确放置在扁钢上,通过高压电级增加强度,同时进入大电流,在接触面产生高温熔化区,压力使金属完全融合
2025年工厂数据:自动压焊生产线一小时可完成800mm²
钢格板,焊点达标率99.5%,比人工焊接效率高15倍,成本降低45%
适用场景:大量标准商品、
重型工业
平台,需要高一致性和可靠性项目,不适合特殊厚度(>10mm)或特殊形状构件
正确的方法是按时校正电极压力和电流参数,操纵工作温度(15-30℃)和湿度(≤70%)对焊点进行取样拉力试验,确保连接强度符合设计要求。
第三,钢格板焊接和压焊在机械性能上存在明显差异。
性能对比:压焊节点平均剪切强度450MPa,焊接节点380MPa;压焊疲劳寿命10万次,焊接6万次;压焊变形量0.3mm/m,焊接0.8mm/m
结构影响:压焊工艺使整个接触面完全融合,应力分布对称;焊接仅在离散点连接,应力显著,对负载分布敏感
2023年港口工程案例:集装箱频繁通行5年后,压焊
钢格板完好率为98%,同类产品焊接完好率为85%,维护成本相差35万元/年
选择原则:轻载动态环境(港口、工厂)优先压焊,静态轻载环境(建筑装饰)可选焊接,
异形结构必须焊接,压焊是大批量标件的首选
正确的方法是根据使用场景的负荷类型、频率和腐蚀性来选择焊接工艺,而不仅仅是考虑原始投资,以确保长期稳定性和经济平衡。

第四,钢格板焊接质量管理过程决定了成品特性的稳定性。
质量标准:焊点直径偏差±0.5mm,深层≥厚度50%,无裂纹孔,拉力试验≥1500n/点,承重检测达到设计荷载的1.5倍
检测方法:目视检查普及率100%,超声波探伤取样率10%,拉力试验5%,承重试验1%,确保批号一致性
2024年质量报告:实施全过程质量控制的厂家良品率99.8%,客户退货率0.2%,比传统检测方法效率高3倍,精度提高40%
工艺管理要点:原料洁净度(Sa22).5级),电级磨损(≤0.2mm),电流稳定性(±2%),压力精度(±1%)自然条件(无大风、雨雪)
正确的做法是建立焊接参数据库,实施第一次检验制度,在关键过程中设置质量控制点,对不合格品进行100%的可追溯性分析,不断提高工艺指标。
第五,钢格板焊接工艺的选择需要综合考虑多层次的要素。
决策模型:负载强度要求(40%)、生产批量(25%)、费用预算(20%)、交付时间(15%),四要素加权确定最佳工艺
经济分析:压焊设备成本高(300-500万元),但单件成本低(50元//m²);点焊设备投资低(50-80万元),但单件成本高(75元//m²)
2025年行业趋势:工程压焊占85%,小型定制工程压焊占70%,混合工艺(关键区域压焊)
异型地区焊接增长迅速
技术开发:智能焊接系统可自动识别材料厚度调节参数,激光定位保证精度±0.1mm,物联网监控全过程完成
正确的方法是编制焊接工艺选择矩阵,明确各要素的权重,进行样品测试验证,建立供应商评价体系,及时审批工艺适应性,不断优化决策过程。
钢格板的焊接工艺不仅是金属连接技术,也是工业智慧和工程理念的结晶。当每个焊点都经过科学计算,每个过程都遵循严格的标准时,
钢格板不再是一个简单的金属网格,而是安全和质量的坚实保证。在每次负荷检测中,我们看到不仅是合格的数据,而且是工程师对细节的固执;在每个焊点,记住对过程的敬畏。真正的生产价值不是先进的设备,而是严格的标准;不是生产规模,而是长期的质量。当
钢格板从生产线到施工现场,当精密焊接转化为可靠结构时,我们发现了工业制造的本质——在效率和质量、创新和传统、当前和未来的平衡中,以专业的态度为每一栋建筑、每一条道路、每一个空间提供最坚实的支撑,使每一块
钢格板成为连接设计和现实的桥梁,在中国制造业发展的长卷中写作属于精密焊接的质量和自尊。