7X24小时服务热线:
15803282119
19832388600
15803282119
19832388600
15803282119
19832388600
联系人:王经理
邮 箱:15803282119@163.com
电 话:
15803282119
19832388600
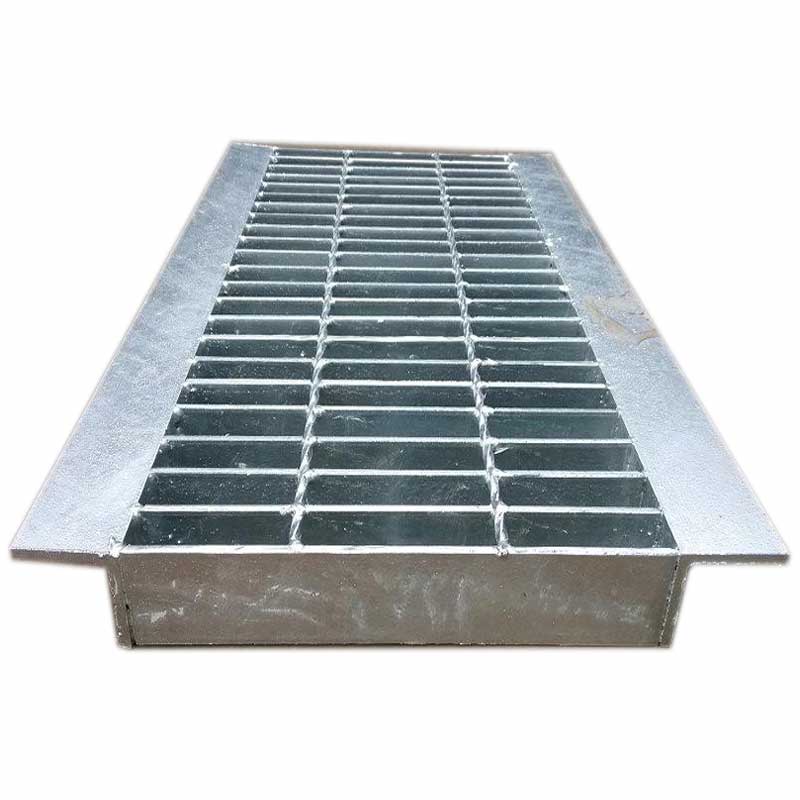
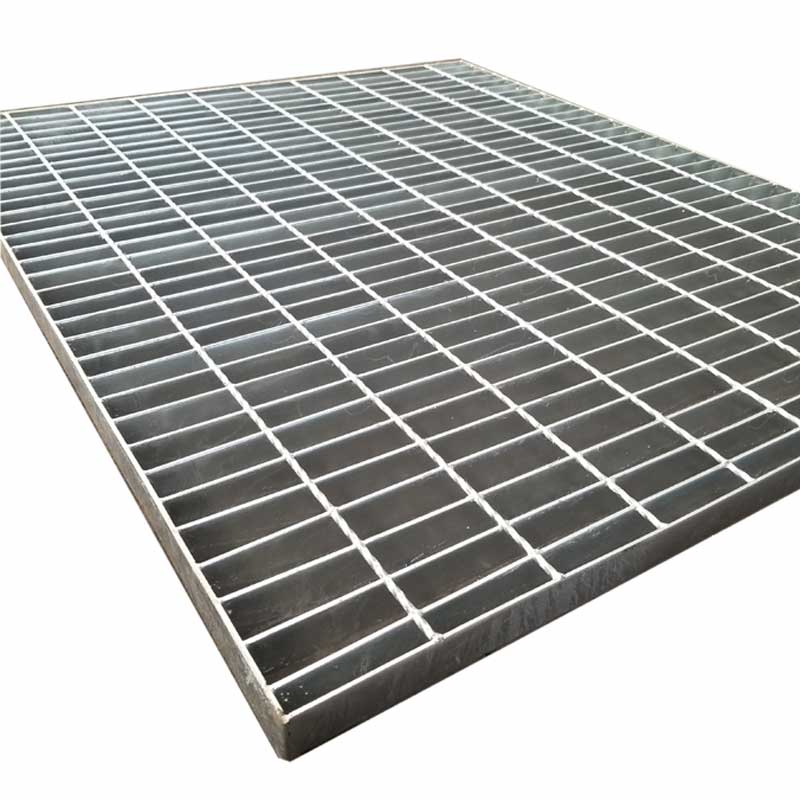
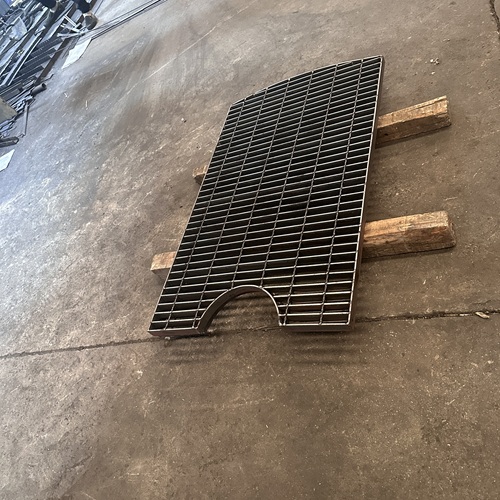
在工业平台、检修通道、排水沟盖及建筑附属结构中,钢格板的可靠性直接关系到人员安全与工程耐久性。而决定其整体性能的关键,并非仅是材料厚度或表面处理,更在于扁钢与横杆之间的焊接质量。焊点作为力的传递节点,一旦存在缺陷,轻则导致异响、松动,重则引发局部脱落甚至结构失效。因此,内行人在验收或选型时,往往首先聚焦焊点状态。通过观察焊点的均匀性、牢固度、完整性等特征,即可快速判断产品是否符合工艺规范与安全标准。

联系人:王经理
电 话:
15803282119
19832388600
地 址:河北省衡水市饶阳县经济开发区西区金岳丝网产业园B区2号
15803282119
19832388600
服务热线
15803282119
19832388600