在钢格板的制造与安装过程中,焊接质量直接决定其结构完整性与使用寿命。压焊或手工焊接若存在虚焊、漏焊、未熔合等问题,将导致横杆脱落、承载力下降,甚至引发安全事故。然而,许多项目验收仅凭“肉眼看看”“敲一敲听声音”,缺乏系统判断依据。其实,钢格板焊接质量有明确的技术标准和可操作的检验方法。以下结合国家标准(YB/T 4001.1、GB/T 14976)与工程实践,梳理焊接质量验收的核心要点,助你科学把关。

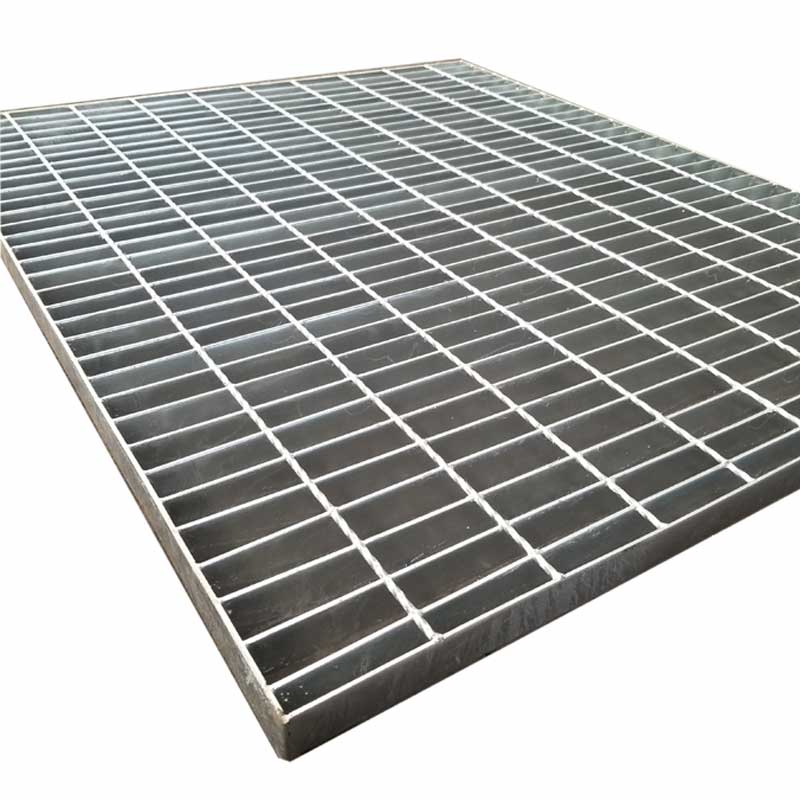
第一,钢格板规则网格构建现代空间秩序感。
优质
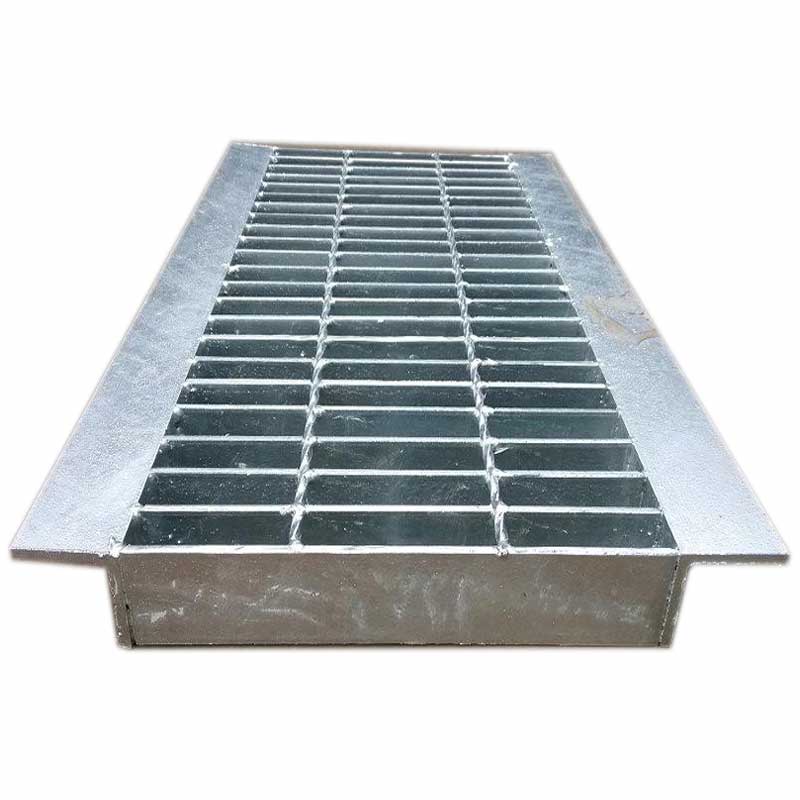
钢格板的焊点应呈椭圆形,表面光滑饱满,无裂纹、气孔或飞溅残留。每个焊点将横杆与承载扁钢牢固连接,形成整体受力体系。某电厂曾因焊点不均,横杆在叉车碾压下脱落,造成设备滑落。规则网格构建现代空间秩序感,而均匀可靠的焊点则是安全承载的微观基础。
第二,钢格板焊点分布必须连续且无漏焊。
按标准要求,横杆与每根承载扁钢的交叉处均需焊接,不得跳焊或间断。可在现场随机选取1平方米区域,清点焊点数量是否与理论值一致(如30×100mm网格,每平米应有约330个焊点)。漏焊超过2处即视为不合格。
第三,钢格板焊点熔合深度需满足强度要求。
正规压焊工艺通过高温高压使金属熔合,焊点深度应≥扁钢厚度的1/3。可用小锤轻敲横杆,若发出清脆金属声且无松动,则表明熔合良好;若声音沉闷或横杆晃动,可能存在虚焊。更严谨的做法是抽样做三点弯曲试验,焊点不开裂为合格。
第四,钢格板焊疤处理影响防腐与美观。
焊接后残留的焊渣、飞溅物会破坏
镀锌层,成为腐蚀起点。优质产品应在热
镀锌前彻底清理焊疤,表面平整无毛刺。验收时可用手触摸焊点周边,不应有尖锐凸起或挂手感。

第五,钢格板特殊环境需加强焊接工艺控制。
在低温、高湿或户外焊接时,易产生冷裂纹或气孔。规范要求环境温度≥5℃,湿度≤85%,必要时采取预热措施。某北方项目冬季施工未控温,焊缝出现微裂纹,投用半年后多处开裂,返工损失严重。
304/316L
不锈钢焊接应采用氩弧焊,控制层间温度≤150℃,避免碳化铬析出导致耐蚀性下降。焊缝颜色应为银白或浅黄,若呈深蓝或黑色,说明过热,需返修。
第七,钢格板保留焊接工艺评定与检测记录。
重要项目应要求厂家提供焊接工艺评定报告(PQR)及抽检记录,包括电流、电压、焊接速度等参数。这不仅是验收依据,更是质量追溯的关键凭证。
钢格板的焊接质量,藏在每一个焊点里,也藏在每一次严谨的验收中。真正的安全,不是“看起来焊住了”,而是“经得起测试、扛得住时间”。在高质量工程建设中,细节从不沉默——它用焊点的牢度说话。唯有坚持标准、拒绝妥协,才能让每一块
钢格板稳稳托起责任与信任。