压锁钢格栅钢格板作为一种重要的建筑和工业材料,其制造流程与技术涉及多个环节,以下是详细的解析:

钢材选择:选用符合要求的优质钢材,如碳素钢、
不锈钢等,其材质需具备足够的强度、韧性和耐腐蚀性,以满足不同使用环境的需求。常见的扁钢规格有多种,宽度一般在 20mm - 100mm 之间,厚度在 3mm - 10mm 左右,具体尺寸根据
钢格板的设计要求和承载能力确定。
检验与预处理:对采购的钢材进行质量检验,确保其化学成分、力学性能等指标符合标准。同时,对钢材进行除锈、除油等预处理,去除表面的杂质和氧化物,提高钢材的表面质量和后续加工的附着力。
切割:将原材料扁钢按照设计要求的长度进行切割。切割方式可以采用锯切、剪切或激光切割等,其中激光切割精度高、切割面光滑,但成本相对较高;锯切和剪切适用于批量生产,成本较低,但切割精度和表面质量可能略低于激光切割。切割后的扁钢长度误差应控制在一定范围内,以保证后续组装的精度。
开孔:对于需要与横杆进行
压锁连接的扁钢,在相应位置进行开孔。开孔的直径和间距需要根据横杆的尺寸和设计要求进行精确控制,确保扁钢与横杆能够紧密配合。开孔可以采用冲孔或钻孔等方式,冲孔效率高,但对模具的要求较高;钻孔精度高,但加工速度相对较慢。

切割与整形:将横杆材料按照设计要求的长度进行切割,并对切割后的横杆进行整形,去除毛刺、锐边等缺陷,保证横杆的表面质量和尺寸精度。
表面处理:根据需要,对横杆进行表面处理,如
镀锌、涂漆等,以提高其耐腐蚀性和美观度。
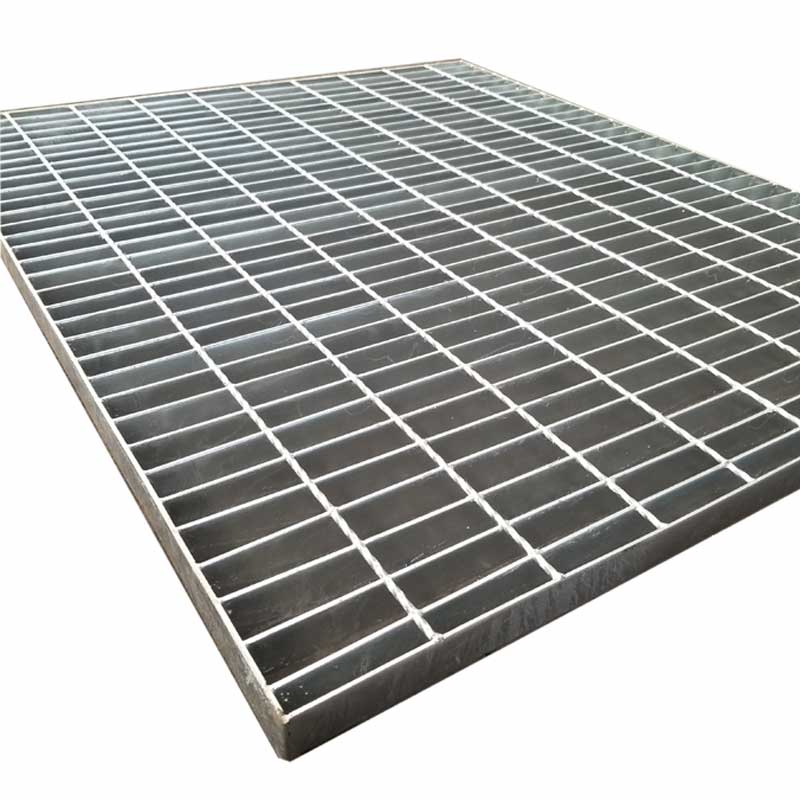
排列与定位:将加工好的扁钢和横杆按照设计要求的间距和排列方式进行排列和定位。在排列过程中,要确保扁钢和横杆的位置准确无误,以便后续的
压锁操作。
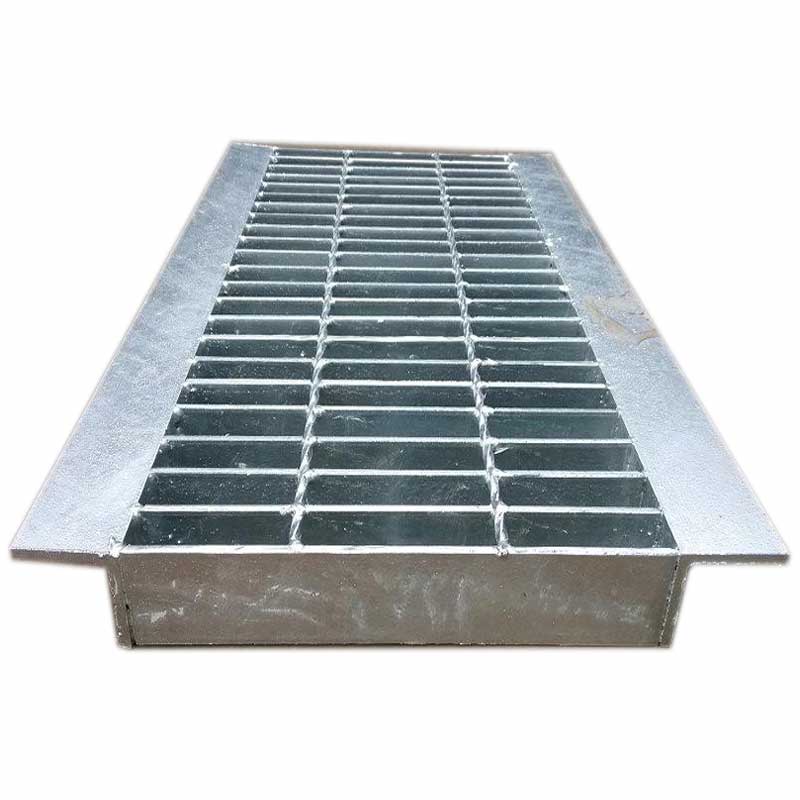
压锁连接:采用专用的
压锁设备,将横杆压入扁钢的开孔中,实现扁钢和横杆的紧密连接。
压锁过程中,要控制好
压锁力的大小和均匀性,确保连接牢固可靠。
压锁后的
钢格板应进行检查,确保横杆与扁钢之间的间隙符合要求,且
钢格板的整体尺寸和形状符合设计标准。
焊接:对于一些需要加强连接或固定的部位,如
钢格板的边缘、拼接处等,可以进行焊接处理。焊接采用电弧焊、气体保护焊等方式,焊接时要注意控制焊接电流、电压和焊接速度,保证焊接质量。
包边:为了提高
钢格板的边缘强度和美观度,对
钢格板的边缘进行包边处理。包边材料可以采用与扁钢相同的材质,通过焊接或
压锁的方式与
钢格板的边缘连接。
除锈:对
钢格板进行除锈处理,去除表面的铁锈、油污等杂质。除锈方式可以采用喷砂、抛丸等,喷砂除锈效果好,但粉尘污染较大;抛丸除锈效率高,且对环境的污染相对较小。
镀锌或涂漆:根据使用环境和客户要求,对
钢格板进行
镀锌或涂漆处理。
镀锌可以采用热
镀锌或冷
镀锌工艺,热
镀锌的防腐性能好,使用寿命长,但成本较高;冷
镀锌的成本较低,但防腐性能相对较差。涂漆可以采用喷涂、刷涂等方式,选择合适的防腐漆,提高
钢格板的耐腐蚀性和美观度。
外观检查:对
钢格板的外观进行检查,包括表面平整度、焊接质量、包边质量等,确保
钢格板的外观符合要求,无明显的缺陷和瑕疵。
尺寸测量:对
钢格板的尺寸进行测量,包括长度、宽度、厚度、孔径等,确保
钢格板的尺寸误差在允许范围内。
承载能力测试:对
钢格板的承载能力进行测试,根据设计要求加载相应的荷载,检查
钢格板的变形情况和承载能力是否符合要求。
包装:对检验合格的
钢格板进行包装,包装方式可以采用捆扎、装箱等。包装时要注意保护
钢格板的表面,避免在运输过程中受到损坏。
运输:选择合适的运输方式和运输工具,将
钢格板运输到客户指定的地点。在运输过程中,要注意防止
钢格板的碰撞、挤压和受潮,确保
钢格板的质量不受影响。