钢格栅的表面处理工艺远不是简单的“防锈涂层”,而是直接影响产品使用寿命的核心技术。不同表面处理后,同一基材的使用寿命可能相差数倍。本文将揭示各种表面处理工艺的优缺点,并帮助您在购买时做出明智的决定。

传统的
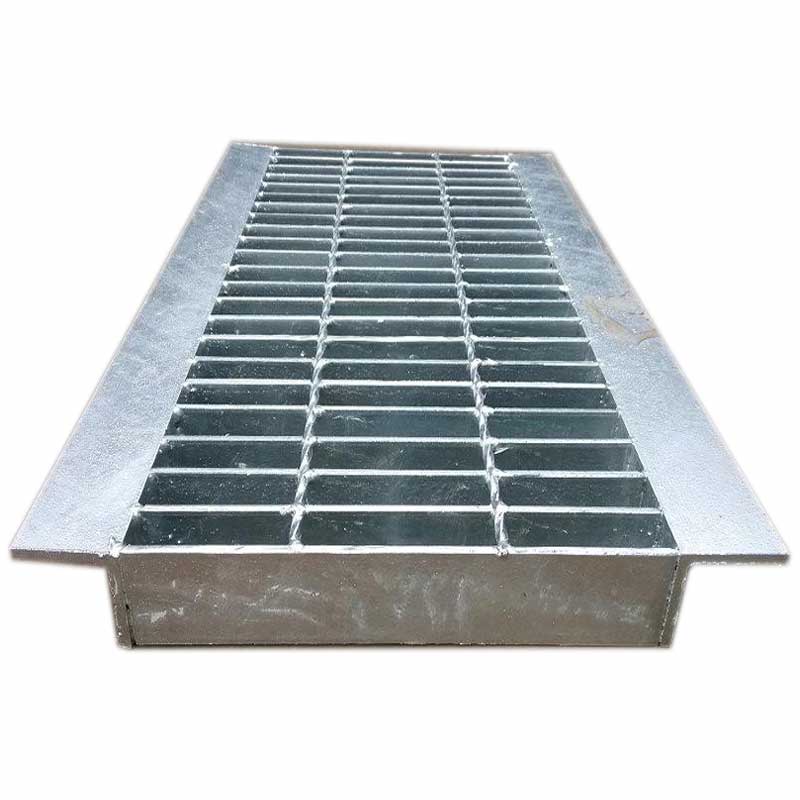
镀锌技术仍然是性价比的选择。将
钢格栅浸入约450℃的锌熔液中,形成60-80℃μm锌铁合金层。该工艺能使普通碳钢在一般大气环境中保持5-8年不生锈,成本仅为
不锈钢的1/4。但需要注意的是,小厂家
镀锌质量参差不齐,锌层厚度不足是常见问题。
高端
镀锌显著提高了性能。添加稀土元素的热浸
镀锌工艺可使锌层结晶更加致密,耐腐蚀性提高30%以上。通过钝化处理,盐雾试验时间可从300小时延长至1000小时。该工艺适用于工业区、沿海城市郊区等中等腐蚀环境。
镀锌层缺陷修复是延长使用寿命的关键。运输安装过程中的磕碰必然会损坏锌层。专业方法是用含有96%以上锌粉的冷
镀锌涂料代替普通防锈漆进行修复。正确的修复可以使局部保护效果恢复80%以上,忽略这一点会导致“一点锈蚀,全面蔓延”。
二、钢格栅先进喷涂技术之路
普通喷涂工艺适用于室内环境。环氧富锌底漆采用聚氨酯面漆双层系统,在干燥的室内环境中可使用3-5年。但这种处理不耐机械磨损,一旦损坏和腐蚀迅速蔓延,不适合高磨损区域。
重防腐喷涂系统应对恶劣环境。三层系统由特殊环氧底漆、玻璃鳞片涂层和氟碳面漆组成,干膜总厚度可达300μm以上。在化工、海洋等强腐蚀环境中,该处理的使用寿命是普通喷涂的3-5倍。但成本也相应增加,约为热浸
镀锌的两倍。
创新陶瓷涂料开辟了新的可能性。纳米陶瓷涂料通过高温固化形成陶瓷结构,硬度超过6H,耐磨性极佳。该涂料采用缓蚀剂技术,在机械磨损严重的地方(如矿山、码头)表现突出,使用寿命超过10年。

机械抛光是基本选择。
不锈钢表面通过砂带、砂轮等工具打磨至Ra≤0.8μm,这种处理可以提高美观度,稍微增强耐腐蚀性。适用于卫生要求低的普通环境,成本相对较低。
电解抛光技术实现了质的飞跃。通过电化学溶解,优先溶解表面微凸起,获得镜面光滑的表面(Ra≤0.2μm)。这种处理不仅美观,而且减少了90%以上细菌附着的可能性,是食品、制药等行业的必备选择。耐腐蚀性也比机械抛光高50%以上。
着色过程兼顾了功能和美学。
不锈钢表面通过化学或电化学方法产生彩色氧化膜,在保持金属纹理的同时获得丰富的色彩。这种处理不仅美观,而且氧化膜本身也提供了额外的保护,特别适合建筑景观的应用。
四、钢格栅特种合金保护方案
铝镁合金喷涂具有独特的优点。通过电弧喷涂技术在表面形成200-300μM铝镁合金层具有优异的耐盐雾性,特别适合海洋环境。其独特之处在于“自修复”能力——损坏部位优先腐蚀,形成保护性氧化膜,防止腐蚀蔓延。
铜镍合金涂层应对极端环境。铜镍合金板用于关键部位。虽然成本高(是普通
镀锌的8-10倍),但在深海石油
平台等极端环境下,其使用寿命可达30年以上。这种处理通常与阴极保护系统一起使用。
双金属
复合技术实现优势互补。
不锈钢和碳钢通过爆炸焊接
复合,既保留了碳钢的强度,又获得了
不锈钢的耐腐蚀性。这种材料的成本约为纯
不锈钢的60%,在化工设备、桥梁等重载、腐蚀严重的场合具有突出的性价比。
五、钢格栅工艺选择的关键因素
环境腐蚀等级是首要考虑因素。通过ISOO 12944标准评价环境腐蚀性:C1-C2轻度腐蚀环境可选用普通
镀锌;C3中等环境需要厚
镀锌或普通喷涂;C4-C5高腐蚀环境必须采用重防腐处理;IM1浸没环境需要最高水平的保护。
机械磨损程度决定表面硬度。人员频繁行走的区域需要涂层硬度≥2H;需要叉车通道≥4H;在矿石装卸等极端磨损场合,应考虑6H以上的陶瓷涂料或合金保护。忽略这一点将导致保护层的快速磨损失效。
全周期成本计算揭示了真正的价值。热浸
镀锌初始成本低,但需要定期维护;
不锈钢初始投资高,但几乎免维护。建议建立10年总成本模型,计算初始投资、维护成本和更换成本。